

Legendaarisen Rapalan juuret ovat Päijänteen rannoilla, jossa Lauri Rapala veisti ensimmäisen vaappunsa vuonna 1936. Yritys on kasvanut alkuvuosista maailman suurimmaksi uistinten valmistajaksi toiminta-alueenaan koko maailma työllistäen noin 1400 henkilöä 42 eri maassa. Maailmanlaajuinen toiminta vaatii äärimmäisen tarkkaa suunnittelun ja tuotannon optimointia, jotta tuotteiden korkeat laatukriteerit täyttyvät ja ne ovat oikeassa paikassa oikeaan aikaan.
Rapalalla on ollut toimintaa monissa eri maissa vuosien aikana. Viime aikoina toimintaa on keskitetty Suomen ohella Viroon, jonne Rapala avasi tehtaan jo vuonna 1997. Yritys teki parisen vuotta sitten muutoksia organisaatiossaan, jolloin Suomen Vääksyn tehtaan roolia kirkastettiin tuotteiden suunnitteluun sekä innovointiin ja Viron toimintojen rooli tuotantoon ja logistiikkaan.
Rapalalla on Virossa toimintaa kahdella eri paikkakunnalla; Pärnussa ja Valgassa. Näillä paikkakunnilla valmistetaan kaikki Rapalan kovavieheet, Marttiinin puukot ja kootaan UR-kairat, joiden osat tehdään Korpilahdella. Lisäksi Pärnussa sijaitsee koko Pohjois-Eurooppaa palveleva huippumoderni varasto ja logistiikkakeskus.

Vaikuttavaa toimintaa Virossa
Rapalan pääpaikka Virossa on Pärnu. Viron viehättävä ”kesäpääkaupunki” sijaitsee meren rannalla ja sen läpi virtaa Pärnu-joki, jossa kalastetaan aktiivisesti ahventa ja kuhaa.
Olin sopinut tapaamisen Rapalan Viron toimintojen vetäjän, Arto Nygrenin, kanssa Pärnuun ja pääsisin näkemään miten uistimet sekä Marttiinin puukot ja veitset valmistuvat.
Rapala on järjestänyt toiminnot Virossa siten, että tehtaiden johtajat ja muu esihenkilöstö on pääosin suomalaisia ja työnjohto sekä työntekijät virolaisia. Tehtaiden johto on jatkuvasti yhteydessä Vääksyn suunnitteluyksikköön ja kaikki tuotantoon liittyvät asiat ratkotaan yhdessä.
”Välillä tulee haastaviakin tilanteita esimerkiksi jonkun materiaalin vaihdoksen tai alihankkijan virheen takia, mutta yhteispelillä kaikki onnistuu ja jos ei jotain työkonetta ole markkinoilta saatavilla, sellainen rakennetaan itse”, Nygren kehuu eri yksiköiden yhteishenkeä.
Viron tehtaiden tuotantokapasiteetti on valtava: valmiita uistimia, lippoja, pilkkejä valmistuu yhteensä noin 50 000 kpl päivässä ja samassa ajassa tehdään 2000 Marttiinin puukkoa ja veistä. Kairoja kootaan 500 kpl:een viikkovauhdilla.
Kun puhutaan tällaista volyymeistä, täytyy tuotannon olla äärimmäisen tarkasti suunniteltu ja jokaisen työvaiheen olla optimoitu niin ajankäytön kuin työtavankin kannalta.
Monen alan ammattilaisia
Rapalan Viron tehtailla työskentelee yli 500 työntekijää, joista jokainen on perehdytetty erikseen työtehtäviinsä. Tehtäväkirjon laajuus on huomattava johtuen erilaisten uistinmallien erilaisista työvaiheista. Tietyissä tehtävissä vaaditaan näppäriä sormia, toisissa varmaa silmää ja joissain kokonaisuuksien hallintaa. Tehtäviä myös kierrätetään mahdollisuuksien mukaan ja ammatissa kehittymiseen tarjotaan koulutusta.
Rapalalla on mallistossaan kymmeniä erilaisia uistimia ja jokaisen valmistamisessa on useita työvaiheita ja jokaisen vaiheen tulee olla virheetön, jotta lopputuotteen laatu täyttää Rapalan ja asiakkaiden asettamat korkeat kriteerit.
”Rapalalla on perinteisesti tehty pitkiä työuria ja oltu työhönsä tyytyväisiä. Tuoreimman henkilöstökyselyn mukaan työtyytyväisyys on meillä 4,06/5 eli kiitettävällä tasolla. Aina voi toki parantaa ja siksi teemmekin jatkuvasti töitä henkilöstön viihtyvyyden eteen, sillä huippuhenkilöstö on voimavaramme kiristyvässä kilpailussa”, Nygren kertoo.

Modernit tehtaat tuottavat huippulaatua
Pääsen kierrokselle Pärnun kolmeen yksikköön sekä varastoon ja logistiikkakeskukseen. Aloitan tutustumisen logistiikkakeskuksen yhteydessä olevaan tehtaaseen tehtaanjohtaja Antti Kinnusen opastuksella.
Tässä tehtaassa valmistetaan uistinten runkoja ja osia sekä tehdään niihin pintakäsittelyä. Lisäksi samoissa tiloissa valmistetaan puukon kahvoja ja toteutetaan niiden lakkaus.
Kinnunen esittelee minulle puuvarastoa, jossa on valtavia määriä balsaa ja koivua. ”Olemme puun laadun suhteen hyvinkin vaativia ja ennen lopullista työstämistä puu saa kuivua erityisesti tätä tarkoitusta varten rakennetussa kuivaamossa”, hän kertoo.
Pääsen näkemään erilaisten uistinmallien runkojen sorvausta varta vasten tähän kehitetyillä koneilla, jotka on tuotu Pärnuun Vääksystä kuten moni muukin tehtaan koneista.
”Uniikit tuotteet vaativat uniikit työvälineet. Lähes kaikki laitteemme on joko itse suunniteltu tai kustomoitu markkinoilla tarjolla olevista laitteista. Kehitämme Vääksyn tiimin kanssa yhteistyössä jatkuvasti koneita ja tapoja, joilla voimme parantaa toimintaamme”, Kinnunen kertoo.
Laadunvalvonta on läsnä jokaisessa työvaiheessa kuten rungon sorvauksessa, valamisessa, runkolangan taivuttamisessa, maalauksessa, lakkauksessa, koeuitossa ja niin edelleen.
”Laadunvalvonnasta ei voida tinkiä piiruakaan. Isoissa tuotantomäärissä ja vaativissa työvaiheissa pienetkin virheet kertautuvat ja se maksaa aikaa ja rahaa”, Kinnunen kuvailee laadunvalvonnan tärkeyttä.
Työpisteissä on ”laatutulkki” johon tuotetta voidaan verrata. Esimerkiksi sorvatun rungon tulee mennä läpi tietyn kokoisesta aukosta eikä mahtua tietyn kokoiseen aukkoon. Näin varmistutaan, että seuraava työvaihe voidaan toteuttaa suunnitellusti ja valvoa jälleen sitä kuten seuraavia muitakin aina tuotteen lähetykseen loppuasiakkaalle saakka.

Huippuunsa vietyä viimeistelyä
Siirryn Antti Kinnusen vetämän tehtaan uumenista toiselle tehtaalle, joka sijaitsee muutaman kilometrin päässä. Tämä Ossi Rantasen vetämä tehdas on Pärnun päätehdas, jossa tehdään lähes kaikkia työvaiheita aivan alkutyöstöä lukuun ottamatta.
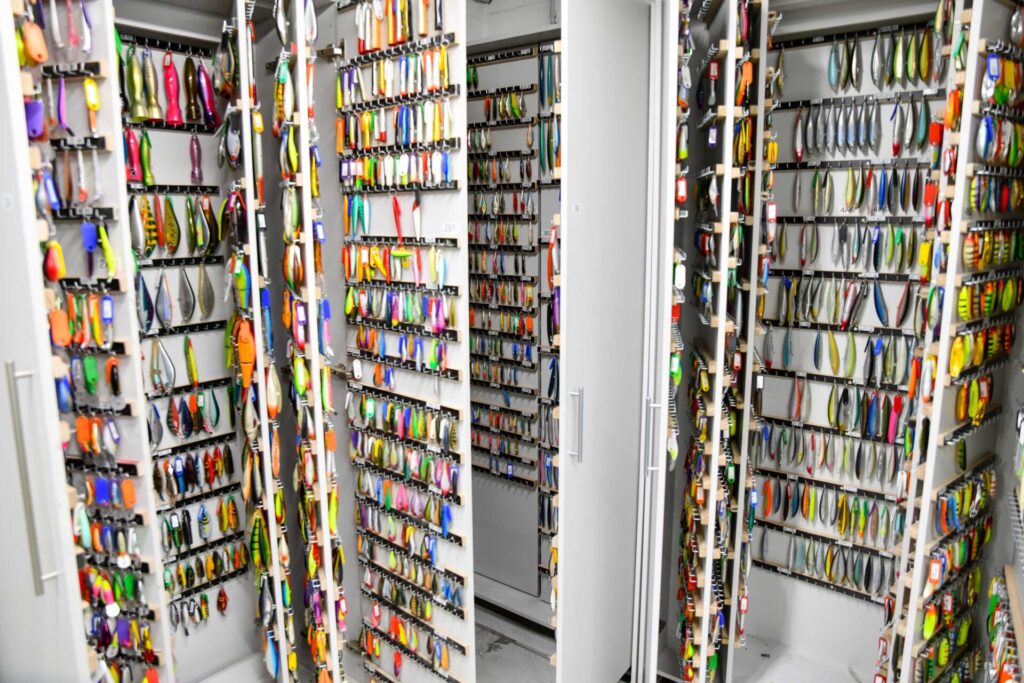
Heti alkuun Rantanen avaa useita moniovisia kaappeja, joissa on käsittämätön määrä erilaisia uistimia. Jokainen uistin on koodattu ja asetettu tiettyyn paikkaan ja välillä joku työntekijä tulee tarkistamaan jotakin.
”Tiedätkö mitä nämä ovat?”, Rantanen utelee. ”Protoja tai malleja”, vastaan. Rantanen nyökyttelee ja sanoo, että näissä kaapeissa ovat kaikkien uistinten runko- ja värimallit niin maalattujen kuin tulostamalla tehtyjen värienkin osalta.
”Kun valmiit mallit ja niiden muotit löytyvät helposti, voidaan erilaisia uistimia alkaa valmistamaan nopeallakin aikataululla”, Rantanen selvittää.
Rantasen vetämällä tehtaalla uistimet saavat pintaansa lopulliset värit, lakkauksen ja täällä ne myös koeuitetaan ihmisten toimesta. ”Tank tested”, kuten pakkauksessa lukee. Useissa Rapalan uistimissa, kuten esimerkiksi uudessa Super Shadow Rap Glidessä, on monia osia, jotka kiinnitetään tai kasataan niin ikään ihmisvoimin.
”Kone ei vieläkään pysty tekemään tiettyjä työvaiheita, kuten moniosaisen uistimen kasausta riittävän hyvin, joten taitavat työntekijämme hoitavat homman mallikkaasti”, Rantanen kertoo.

Mestarillista värimaailmaa
Rapalalla on varmasti maailman eniten värivaihtoehtoja tarjolla, ja jos mukaan otetaan tuotannosta poistuneet värit, on lista todella pitkä. Värit voidaan toteuttaa joko perinteisesti maalaamalla tai nykyaikaisesti tulostamalla.
”Maalaus on edelleen käsityötä ja ammattilaisemme maalaavat mitä hienoimpia väriyhdistelmiä päivittäin. Tiettyjä värejä tai kiiltoja on mahdoton maalata, jolloin pinta tulostetaan. Olemme hioneet tulostustekniikkaamme pitkään ja sanoisin, että laatumme on tässä suhteessa maailman parasta”, Rantanen sanoo ja kieltää ottamasta tarkempia kuvia tulostuskoneesta.
Terävää toimintaa Marttiinilla
Kierrokseni päättyy Marttiinille. Marttiini on alun perin Rovaniemeltä kotoisin oleva puukkojen ja veisten valmistaja, joka on ollut vuodesta 2005 Rapala-konsernin omistuksessa. Pärnussa Marttiinin tehtaan toiminnasta vastaa Joni Nygren.
Marttiinin tuotteissa käsityön määrä on huomattava, vaikka robotit hoitavatkin osan. Joni Nygren kertoo, että Marttiinin tuotantokoneisto on niin ketterä, että he pystyvät tarjoamaan yksilöllisiä puukkoja, jotka voi tilata verkkosivujen Custom Shop -palvelusta.

”Teemme asiakkaiden tilauksesta puukkoja myös erikoisistakin materiaaleista”, hän kertoo näyttäessään upeaa damaskiteräistä puukkoa, jossa on poron sarvesta tehty kahva.
Nygrenin mukaan puukon terä valmistetaan yleensä hiiliteräksestä tai ruostumattomasta teräksestä.
”Terän valmistus aloitetaan raudan sulattamisella uunissa, jonka jälkeen se muotoillaan halutun kokoiseksi teräksi. Terän karkaisu eli lämpö- ja jäähdytyskäsittely varmistaa sen kestävyyden ja kovuuden.”
Terän teroittaminen tapahtuu käsin tai koneellisesti.
”Teroitus on tarkkaa työtä, jossa terän kärkeen, leikkuureunaan ja selkäkylkeen muodostetaan oikeat kulmat ja terästä tulee leikkaava ja samalla turvallinen käyttää”, hän korostaa.
Puukon kahva voidaan valmistaa monista eri materiaaleista kuten esimerkiksi koivusta, visakoivusta, poron sarvesta, tammesta, pyökistä tai erilaisista muovimateriaaleista. Kahvan valmistus alkaa raaka-aineen valinnasta, jonka jälkeen se työstetään haluttuun muotoon. Kahvan istutus on tarkka käsityövaihe, jossa terä liimataan kahvaan ja kiinnitetään ruuveilla tai niitillä.
Viimeistelyvaiheessa puukko hiotaan ja kiillotetaan, jotta siitä tulee kaunis ja sileä. Kahvaan voi tehdä erilaisia kaiverruksia tai muita yksityiskohtia. Monet Marttiinin puukot toimitetaan käsin ommelluissa nahkatupeissa. Tehtaalla onkin metallin ja puun työstön ammattilaisten lisäksi taitavia ompelijoita.

Tehokasta varastointia ja sujuvaa logistiikkaa
Lopuksi Arto Nygren ja logistiikkapäällikkö Jarmo Veetamm esittelevät minulle automatisoitua logistiikkakeskusta, jossa on siistiä kuin leikkaussalissa. ”Siisteys on olennainen osa viihtyvyyttä, työturvallisuutta ja laatua”, Veetamm korostaa.
Valtava määrä eri sesonkien tuotteita on varastoitu isoihin hyllyihin, joista työntekijät hakevat ne lähettämöön. Lähettämössä asiakkaan tilaukset syötetään järjestelmään ja robotit käyvät hakemassa oikean määrän tuotteita kuhunkin tilaukseen.
”Robottien avulla pystymme palvelemaan nopeammin ja täsmällisemmin. Tarvittaessa meillä palvelee aina myös ihminen, mikäli tarve vaatii”, Veetamm lisää.
Laatu, laatu, laatu
Kun on päivän seurannut uistinten ja puukkojen valmistuksen työvaiheita, alkaa paremmin ymmärtää miksi ne maksavat sen mitä maksavat. Jokainen näiltä tehtailta lähtevä tuote on ihmisten huolellisesti koneiden avustuksella valmistama. Monimutkaisten tuotteiden valmistuksessa ja laadukkaassa lopputuloksessa ei ole oikoteitä.
Jos joku vielä epäilee Rapalan tuotteiden laatua tuotannon siirryttyä pääosin pois Suomesta, voin vakuuttaa, ettei laatueroja ole. Muuttuvassa maailmassa toimivan kansainvälisen yrityksen on pakko miettiä kovenevassa kilpailussa keinoja ylläpitää laatu ja samalla kilpailukykyinen hinta. Rapalan tapauksessa Kiinan persoonaton halpatuotanto ei tule kysymykseen ja hyvä niin.
Lisätietoa rapala.fi
Teksti ja kuvat ANTTI ZETTERBERG












